



單軸撕碎機刀片和雙軸撕碎機刀片的區別在于,單軸撕碎機刀片只有一個刀輥,雙軸撕碎機刀片通過接合兩對輥的刀片形成;工作原理也不同。單軸撕碎機刀片將材料發送到葉片轉子,用于通過材料推動系統壓碎。雙軸撕碎機刀片使用交錯和網狀的刀片布局在橫向和縱向切割和壓碎材料。與壓碎的材料不同,雙軸撕碎機刀片的目標是比單軸撕碎機刀片更大的材料體積、厚度和硬度。閉合布局方式使材料在橫向和縱向同時被切割和粉碎;與壓碎的材料不同,雙軸撕碎機刀片的目標是比單軸撕碎機刀片更大的材料體積、厚度和硬度。

撕碎機刀片安裝和調試要注意哪些問題?
1.撕碎機刀片的安裝應放置在水平涂漆的水泥地面上,并根據撕碎機刀片底座四角的螺栓固定在地面上。
2.接通電源:撕碎機刀片本身已經預接好電路,有一根引出的三相四線用于接通電源,其中一根雙色線為地線。(注:撕碎機刀片電源線為4芯,氣動和手動類型為3芯。3芯均為380V,無接地線)
3.調試方向:接通電源后,打開電氣撕碎機刀片總開關,指示燈亮。轉動并拔出緊急停止開關,然后打開電機(變速)開關。(1檔或2檔)再次按下腳踏開關,機頭將通電轉動鋸片軸。此時,檢查旋轉方向是否與鋸片安全蓋上的紅色箭頭一致。反之,切斷電源,將引入電源的三相線任意兩相切換,然后按上述程序重新操作試轉,直到鋸片軸的轉動方向與箭頭方向一致。
4.撕碎機刀片后,將大約6kg/cm2的空氣源連接到左側的閥門快速連接器上。然后打開和關閉左門,看看氣源調節器上的空氣壓力表是否達到5-6公斤/厘米,否則,向上拔出調節器(氣壓計)的圓柱形手柄,調節至所需壓力(順時針方向增加,逆時針方向減少),然后按下圓柱形手柄,關閉門。
5.將濃度為1:10的乳液注入2/3水箱,用作鋸片冷卻劑。

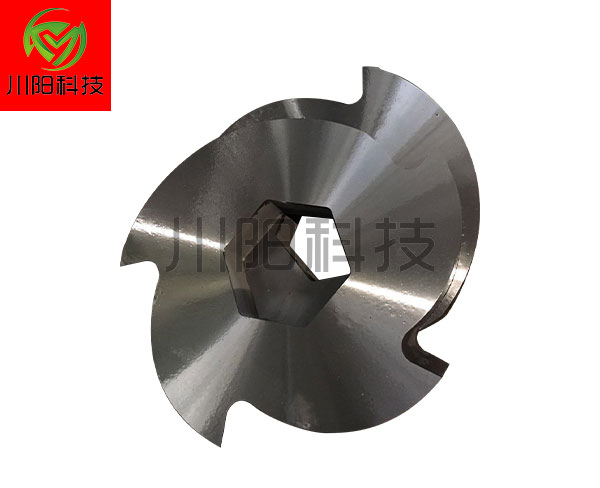
雙軸撕碎機刀片常用規格為300型、350型、400型、450型、500型和600型,但是因為各廠家對厚度、刀爪數量和刀爪深的要求不一樣,所以雙軸撕碎機刀片基本上都是沒有標準款現貨,需要客戶提出自己的要求定做。按照材質和數量的不同,加工周期通常在15-30天內。
多軸撕碎機多為圓齒形形狀,兩類刀模具外形尺寸差別很大。單軸撕碎機刀片適合撕碎材質較軟的物料,比如塑料薄膜、橡膠等,撕破后出來的物料也比較細小。
常用材料:9CRSI T10 CR12MOV SKD-11 HARlDOX550
常見規格:34*34*20 40*40*25 35*35*23 45*45*30 46*46*35 50*50*25 60*60*30 72*72*50

 在線客服
在線客服 19155505088
19155505088 mascykj@163.com
mascykj@163.com


